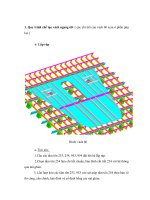
quy trình chế tạo điện


Lập quy trình chế tạo dầm cân bằng cần trục chân đế
Ngày tải lên :
05/12/2012, 11:07
... nghệ chế tạo cần chú ý khống chế sai lệch đó trong phạm vi cho phép.
Công nghệ chế tạo máy là một lónh vực khoa học kỹ thuật có nhiệm vụ
nghiên cứu, thiết kế và tổ chức thực hiện quá trình chế tạo ... các bám
bẩn trong quá trình chế tạo và vận chuyển.
2. Trình tự các nguyên công gia công dầm
Như đã trình bày ở phần trên, dầm chính của cổng trục này được lựa chọn
chế tạo theo phương án ghép ... vật liệu, kỹ thuật điện tử mà kỹ thuật
chế tạo máy càng được nâng cao.
Ngày nay, khuynh hướng tất yếu của chế tạo máy là tự động hoá và điều
khiển quá trình thông qua việc điện tử hoá và sử...
- 13
- 839
- 3

Lập quy trình chế tạo kết cấu thép dầm chính cổng trục sức nâng Q=50Tf
Ngày tải lên :
05/12/2012, 11:07
... hiện
ChươngII. Quy trình công nghệ chế tạo gia công dầm chính
1. Phân tích đặc tính kết cấu thép dầm chính và quy mơ sản xuất
2. lựa chọn nguyên vật liệu chế tạo và thay thế phù hợp
3. Trình tự chuẩn ...
cao tính công nghệ trong quá trình thiết kế các kết cấu cơ khí để góp phần nâng cao hiệu
quả chế tạo chúng.
Bài tập thiết kế này là quy trình công nghệ gia công chế tạo kết cấu thép dầm chínhâ.
... hữu cơ.
9
2. Lựa chọn nguyên, vật liệu chế tạo và thay thế phù hợp.
2.1 Lựa chọn vật liệu chế tạo và vật liệu thay thế.
Trong điều kiện vật liệu chế tạo có sẵn, đầy đủ thì có thể không phải...
- 32
- 2.2K
- 22

Lập quy trình chế tạo tang trống
Ngày tải lên :
05/12/2012, 11:07
... Phan Lê Hiệp
Trang: 17
GVHD: Nguyễn Văn Hùng BTL: CNCT Tang trống
PHẦN II
LẬP QUY TRÌNH CHẾ TẠO TANG TRỐNG
I. Trình tự tiến hành.
+ Dùng dao tiện để tiện mặt đầu của Ma.
+ Dùng dao doa để doa ... khoan…
Hệ thống, quy trình thiết kế quá trình công nghệ làm việc trên cơ sở các
chương trình thiết kế đã được khởi thảo trước bằng hình vẽ kỹ thuật và những mô
hình, chương trình phần mềm riêng ... Hùng BTL: CNCT Tang trống
PHẦN I
GIỚI THIỆU CHUNG VỀ
NGÀNH CÔNG NGHỆ CHẾ TẠO MÁY
I. Khái niệm chung về ngành công nghệ chế tạo máy.
Để đáp ứng nhu cầu ngày càng cao của con người, hiện nay các...
- 17
- 743
- 5

Lập quy trình chế tạo trục bánh xe cần trục chân đế
Ngày tải lên :
05/12/2012, 11:07
... thiếu trong can trục chân đế
Với quy trình công nghệ chế tạo trục bánh xe nối phần trái và
phải hộp chủ động được trình bày dưới đây sẽ góp phần trong việc
chế tạo trục bánh xe nối phần trái ... tâm để gia công các chuẩn tinh là các bề
mặt trục.
§4. Lập quy trình công nghệ chế tạo.
Do sản xuất loại nhỏ, nên trong nguyên công chế tạo trục theo
nguyên tắc.
Gia công theo từng vị trí.
... phôi và phương pháp chế tạo.
Căn cứ vào hình dáng của trục ( trục bậc, đường kính chênh nhau
không lớn. ) ta chọn phôi chế tạo trục là phôi thanh rèn tự do . Vật liệu
chế tạo là thép 45 do hệ...
- 12
- 1.5K
- 1

Lập quy trình chế tạo trục đứng cần trục Sokol
Ngày tải lên :
05/12/2012, 11:07
... R
z
= 80 40.
3.4. Chọn dạng phôi và phương pháp chế tạo:
Căn cứ vào hình dáng của trục ,ta chọn phôi chế tạo trục là phôi dập. Vật liệu chế
tạo là thép 45 do hệ số ma sát trong thép cabon lớn ... công thô và tinh ở hầu
hết các bề mặt của trục.
4. Lập quy trình công nghệ chế tạo :
Do sản xuất loại nhỏ, nên trong nguyên công chế tạo trục theo nguyên tắc:
SVTH: PHAN LÊ ĐẠT
Trang: 2
BTL: ... Do vậy, ngày nay ngành công nghiệp chế tạo
trở thành một ngành quan trọng trong lónh vực công nghiệp ở nước ta.
Mục tiêu của việc gia công chế tạo máy là nhằm tạo ra các chi tiết đạt yêu cầu
về...
- 20
- 915
- 1

THIẾT KẾ QUY TRÌNH CHẾ TẠO BÁNH RĂNG NGOÀI CƠ CẤU QUAY CẦN TRỤC THÁP BÁNH LỐP Q=25Tf
Ngày tải lên :
05/12/2012, 11:09
... T=45ph.
Trang 6
LỜI MỞ ĐẦU
Hiện nay môn học công nghệ chế tạo máy có vị trí quan trọng trong
chương trình đào tạo kó sư và cán bộ kó thuật về thiết kế, chế tạo các loại
máy và các trang bị cơ khí phục ... giao thông vận tải, điện lực v.v…
Môn học tạo điều kiện cho sinh viên nắm vững và vân dụng có hiệu
quả các phương pháp thiết kế , xây dựng và quản lý các quá trình chế tạo sản
phẩm cơ khí ... và quy mô sản xuất cụ thể.Sinh
viên cần nắm vững về chỉ tiêu công nghệ cần thiết nhằm nâng cao tính công
nghệ trong quá trình thiết kế các kết cấu cơ khí để góp phần nâng cao hiệu
quả chế tạo...
- 10
- 3.6K
- 31

Quy trình chế tạo trụ ống đỡ cần trục chân đế
Ngày tải lên :
05/12/2012, 11:10
... BTL: Công Nghệ Chế Tạo GVHD: Th.S Nguyễn Văn Hùng
QUI TRÌNH CÔNG NGHỆ CHẾ TẠO TRỤC ỐNG
ĐỠ CẦN TRỤC CHÂN ĐẾ
1 Xu hướng phát triển công nghệ chế tạo máy ở nước ta
Ngày nay ngành chế tạo máy ở nước ... bản vẽ chế tạo M = 64.5 KG
Cân đối giữa số lượng va trọng lượng chi tiết được chế tạo
trong năm, sản xuất ở dạng đơn chiếc
c .Chế tạo phôi :
SVTH: Nguyễn Vónh Đức
4
BTL: Công Nghệ Chế Tạo GVHD: ... :
Quá trình gia công rãnh sẽ xuất hiện rung động nếu sử dụng đồ
gá chế tạo chống rung động sẽ làm phức tạp thêm quá trình chế tạo và sẽ
tăng giá thành . Để khống chế hiện tượng này ở chế độ...
- 19
- 994
- 6

Quy trình chế tạo trục cân bằng trên trục chân đế
Ngày tải lên :
05/12/2012, 11:10
... R
z
= 80 40.
3.4. Chọn dạng phôi và phương pháp chế tạo:
Căn cứ vào hình dáng của trục ,ta chọn phôi chế tạo trục là phôi dập. Vật liệu chế
tạo là thép 45 do hệ số ma sát trong thép cabon lớn ... công thô và tinh ở hầu
hết các bề mặt của trục.
4. Lập quy trình công nghệ chế tạo :
Do sản xuất loại nhỏ, nên trong nguyên công chế tạo trục theo nguyên tắc:
PGia công theo từng vị trí.
PGia ... Do vậy, ngày nay ngành công nghiệp chế tạo
trở thành một ngành quan trọng trong lónh vực công nghiệp ở nước ta.
Mục tiêu của việc gia công chế tạo máy là nhằm tạo ra các chi tiết đạt yêu cầu
về...
- 19
- 966
- 4

Quy trình chế tạo-lắp ráp-vận hành và bảo dưỡng cổng trục tại Cảng IDC Phước Long sức nâng 45T
Ngày tải lên :
06/12/2012, 08:28
... 2 bánh.
- Chế độ làm việc nhẹ.
2.2. Sơ đồ truyền động.
2.2.1. Cấu tạo.
Cấu tạo của cơ cấu di chuyển cầu trục như hình vẽ:
Hình II.2.1 Sơ đồ động cơ cấu di chuyển cầu trục.
1. Động cơ điện; 2. ... những mặt ma sát
không vượt quá trị số cho phép chủ yếu dựa trên quá trình cân bằng nhiệt của phanh.
Theo bảng 1.12[2] đối với chế độ làm việc trùng bình lấy đoạn đường
phanh cơ cấu nâng hàng.
... của động cơ, n
đc
=970 v/ph.
Vậy: i
c
=
74,48
9,19
970
=
.
2.4.3. Kiểm tra động cơ điện.
Kiểm tra động cơ điện về mômen mở máy.
∗ Gia tốc lớn nhất cho phép để đảm bảo hệ số an toàn bám k
b
=1,2...
- 49
- 1.3K
- 7

Thiết kế quy trình chế tạo chi tiết gối đỡ
Ngày tải lên :
28/04/2013, 08:04
... bản vẽ lắp , thân được chế tạo bằng gang
5.Xác định sai số chế tạo đồ gá
Sai số chế tạo đồ gá cho phép theo yêu cầu của nguyên công để quy định điều
kiện kĩ thuật chế tạo và lắp ráp đồ gá.
Như ... nghệ chế tạo máy
LỜI NÓI ĐẦU
Công nghệ chế tạo máy là một ngành then chốt, nó đóng vai trò quy t
định trong sự nghiệp công nghiệp hoá hiện đại hoá đất nước. Nhiệm vụ của
công nghệ chế tạo máy ... quen với nhiệm vụ thiết kế, trong chương trình đào
tạo , đồ án môn học công nghệ chế tạo máy là môn học không thể thiếu được
của sinh viên chuyên ngành chế tạo máy khi kết thúc môn học.
Sau một...
- 38
- 3K
- 9

Tài liệu Quy trình chế tạo phân đoạn phẳng boong chính ( từ vách 60 đến vách 64 ) pptx
Ngày tải lên :
23/12/2013, 12:16
... tiến hành hàn theo quy trình hàn.
Tư thế hàn bằng, hàn hai bên, mỗi bên một lớp, hàn từ trong ra ngoài và từ giữa
ra hai bên mạn.
6. Báo kiểm tra phần hàn theo nội dung quy định của đăng kiểm.
... 5.
+ Lắp 4 tai cẩu, cẩu lật và tiếp tục hàn tự động mặt sau, trình tự hàn tương tự
hàn mặt trước.
8. Báo kiểm tra phần hàn theo quy định của đăng kiểm.
b) Lắp ráp kết cấu :
1. Trước khi lắp ... tra phần lấy dấu.
3. Từ các đường vạch dấu ta tiến hành lắp ráp các kết cấu lên tôn boong theo
trình tự sau :
Đầu tiên lắp dầm chữ T sống chính boong vào vị trí đã vạch dấu trên
tôn boong,...
- 3
- 623
- 1

Tài liệu Lập quy trình chế tạo phân đoạn khối thứ II doc
Ngày tải lên :
23/12/2013, 12:16
... tôn vách dọc tâm, điều
chỉnh độ vuông góc và hàn đính.
Hình: phân đoạn khối II
2. Lập quy trình chế tạo phân đoạn khối thứ II
Phân đoạn khối thứ hai được hình thành từ các cụm kết cấu chính ... bước 12: Báo kiểm tra phần lắp ráp các kết cấu trên và tiến hành hàn theo quy trình
hàn từ trong ra ngoài.
Bước 13: Cẩu cụm chi tiết tôn sườn đáy ngang 65 trái và phải đặt ...
Tôn sàn 4100.
Các mặt sàn mũi 900, 1500, 2100, 3400, 4800 và một số mã gia cường
khác.
Quy trình lắp ráp như sau : chọn vách chống va 64 làm mặt chuẩn
a. Vạch dấu các đường lắp ráp và...
- 6
- 505
- 1

Tài liệu Lập quy trình chế tạo phân đoạn khối thứ I pdf
Ngày tải lên :
23/12/2013, 12:16
... Hình: phân đoạn khối thứ I
1. Lập quy trình chế tạo phân đoạn khối thứ I.
Phân đoạn khối thứ nhất được hình thành từ các cụm chi tiết ... tiết
chính sau:
Vách 60.
Boong chính.
Sườn 61, 62, 63.
Tôn sàn 2700.
Ống chân vịt mũi.
Quy trình lắp ráp như sau : chọn
vách 60 làm mặt chuẩn
a) . Vạch dấu các đường kết cấu và đường kiểm ... thi công.
Bước 14: Báo cho bộ phận KCS kiểm tra phần lắp ráp và phần hàn nội dung kiểm
tra theo quy định của đăng kiểm.
...
- 5
- 533
- 2

Tài liệu Quy trình chế tạo phân đoạn phẳng boong chính (từ vách 64 đến mũi) pptx
Ngày tải lên :
23/12/2013, 12:16
... và hàn tự động mặt sau, trình tự
hàn giống như mặt trước.
− Báo kiểm tra phần hàn theo nội dung quy định của đăng kiểm
Hình : boong chính ( 64- M )
5. Quy trình chế tạo phân đoạn phẳng boong...
- 3
- 414
- 3
Tài liệu Quy trình chế tạo vách ngang 60 pptx
Ngày tải lên :
20/01/2014, 18:20
... 1. Quy trình chế tạo vách ngang 60: ( các chi tiêt của vách 60 xem ở phần phụ
lục )
Lắp ráp
a. Trải tôn: ...
16. Báo cho bộ phận KCS kiểm tra phần lắp ráp.
17. Hàn cố định các chi tiết với tôn bao theo quy trình hàn.
18. Cẩu lật vách và hàn mặt sau.
19. Sơn lót chống rỉ, báo cho đăng kiểm kiểm tra...
- 3
- 399
- 3




- quy trình chế tạo chân vịt
- quy trình chế tạo khuôn
- quy trình chế tạo bê tông mác m60m80 từ ximăng pc40
- quy trình chế tạo ôtô
- quy trình chế tạo phân đoạn khối thứ i
- quy trình chế tạo phân đoạn phẳng
- quy trình chế tạo vách dọc tâm
- quy trình chế tạo vách ngang 60
- quy trình chế tạo phân đoạn khối thứ ii
Tìm thêm:
- hệ việt nam nhật bản và sức hấp dẫn của tiếng nhật tại việt nam
- xác định các mục tiêu của chương trình
- xác định các nguyên tắc biên soạn
- khảo sát các chuẩn giảng dạy tiếng nhật từ góc độ lí thuyết và thực tiễn
- khảo sát chương trình đào tạo của các đơn vị đào tạo tại nhật bản
- khảo sát chương trình đào tạo gắn với các giáo trình cụ thể
- xác định thời lượng học về mặt lí thuyết và thực tế
- tiến hành xây dựng chương trình đào tạo dành cho đối tượng không chuyên ngữ tại việt nam
- điều tra đối với đối tượng giảng viên và đối tượng quản lí
- điều tra với đối tượng sinh viên học tiếng nhật không chuyên ngữ1
- khảo sát thực tế giảng dạy tiếng nhật không chuyên ngữ tại việt nam
- khảo sát các chương trình đào tạo theo những bộ giáo trình tiêu biểu
- nội dung cụ thể cho từng kĩ năng ở từng cấp độ
- xác định mức độ đáp ứng về văn hoá và chuyên môn trong ct
- phát huy những thành tựu công nghệ mới nhất được áp dụng vào công tác dạy và học ngoại ngữ
- mở máy động cơ lồng sóc
- mở máy động cơ rôto dây quấn
- các đặc tính của động cơ điện không đồng bộ
- hệ số công suất cosp fi p2
- đặc tuyến hiệu suất h fi p2