3 gia công cơ khí

đồ án: thiết kế công nghệ CAD/CAM trong gia công cơ khí, chương 3 ppsx
Ngày tải lên :
02/07/2014, 22:21
... Machining (gia cơng CNC) - Module Analysis & Simulation có module nhỏ: Advanced Meshing tools, Generative Structural Analysis: phân tích độ bền giới hạn (Phương pháp phần tử hữu hạn) II Tổng quan giao ... Design, Mold Tooling Design…: + Part Design: Thiết kế chi tiết 3D + Assembly Design: Lắp ghép cụm chi tiết + Weld Design: Tạo mối nối công nghệ hàn + Mold Tooling Design: Thiết kế khuôn + Drafting: ... Cut, Copy, Paste, Update Menu tương tự danh sách sổ xuống - Views Menu: Là menu quan trọng gồm tất công cụ lựa chọn điều khiển (Manupulating) Zoom, Pan, Rotate lựa chọn Render
- Insert Menu: Gồm...
- 6
- 440
- 0






ĐỒ án 3 đồ án môn học: “Kỹ thật gia công cơ khí”
Ngày tải lên :
02/04/2017, 23:04
... 0, 83 T: ti bỊn T =35 phút Thay vào (7 .3) ta đợc V= 34 ,2.10 0, 45 35 0, 0,285 0 ,3 0, 83 = 70 (m/ph); * Lực P mômen xoắn M đợc tính theo công thøc P =10.C D S k (7.4) M =10.C D S k (7.5) - Tra b¶ng5 .32 ; ... Thời gian nguyên công bng nguyờn cơng • Ngun cơng 3: khoan lỗ Khoan 15 l: * Xác địng thời gian gia công theo công thức Trong L=6 mm L1= (d/ 2) cotg + (0,5 )= (6 / ).cotg60 + =3, 7 mm L2 = (1 )mm: ... ren VI.Tính lượng dư gia công Lượng dư gia công xác định hợp lý làm giảm giá thành chế tạo phôi, làm giảm thời gian gia công làm giảm giá thành sản xuất Tính lượng dư cho ngun cơng 1: Phay bao mặt...
- 25
- 212
- 0


Định mức gia công cơ khí
Ngày tải lên :
25/10/2012, 14:03
... mạch /công I 30 0 0,116 65 mạch /công 14 U300 0,118 64 mạch /công I 33 0 0, 138 54 mạch /công 15 U 330 0,1 23 61 mạch /công I 34 0 0,1 43 52 mạch /công 16 U360 0,129 58 mạch /công I 36 0 0,146 51 mạch /công ... 0,265 0 ,32 0,42 Tơng đơng 34 0 mạch /công 30 0 mạch /công 278 mạch /công 250 mạch /công 167 mạch /công 136 mạch /công 220 mạch /công 115 mạch /công 107 mạch /công 93 mạch /công 84 mạch /công 74 mạch /công 69 ... mạch /công 0,11 73 mạch /công 0,44 18 mạch /công 0, 13 62 mạch /công 0,61 13 mạch /công 0,18 44 mạch /công 73 x 73 x 80 x 80 x 0,82 1,14 10 mạch /công mạch /công 0,24 0 ,34 33 mạch /công 24 mạch /công - Cắt + chặt...
- 20
- 18.3K
- 805

Bảng Tra Chế Độ Cắt Gia Công Cơ Khí
Ngày tải lên :
30/10/2012, 16:27
... bảng (33 ) T: bảng (4 -3) : (5 -3) MV k uv : (8-1) k thuộc vật liệu gia công (5-1), (5-2), (5 -3) , (5-4) k uv - hệ số phụ thuộc vật liệu dụng cụ cắt(5 -30 ) –hệ số phụ lv thuộc vào chiều sâu khoan(5 -31 ) ... lv : (6 -3) k IV TUỔI BỀN, T(phút) ( anh kiên ) Sổ tay công nghệ chế Sổ tay gia công tạo máy Tuổi bền dụng cụ tra Tuổi bền dụng cụ tra theo bảng 5 -30 theo bảng 2 .35 V Chế độ cắt gia cơng khí Tuổi ... N(kw) Sổ tay công nghệ chế tạo máy Công suất cắt: Sổ tay gia công Công suất cắt N= N= M n (kW) 9750 M n (kW) 975 Vòng quay dụng cụ phôi n= 1000.V π D Chế độ cắt gia cơng khí Tính theo cơng thức:...
- 4
- 18.5K
- 376

Công nghệ chế tạo Gia công cơ khí Máy công cụ
Ngày tải lên :
17/11/2012, 11:18
... điện 18 2 .3 Lập trình gia công khuôn mẫu máy CNC 20 III Qui trình chế tạo khuôn uốn bàn ghế máy CNC 23 3.1 Qui trình gia công 23 3.2 Qui trình nhiệt luyện 33 3. 3 Sơ đồ qui trình chế tạo 36 IV.Kết ... ĐVT CNC-F38H-4A CNC-F38H-5A Khả uốn lớn O.D.(S=40kgf/mm2) mm 38 x 2.5 38 x 2.5 Góc uốn lớn mm 38 ~ 180 38 ~ 180 Khoảng cách bàn uốn mm 32 0~4200 32 0 ~ 4200 Tỷ lệ làm việc-OD.19.05mm PC 3~ 4 3~ 4 Tỷ ... góp phần tăng chất lợng suất gia công Việc lập trình gia công khuôn phần mềm bao gồm việc mô trình gia công giúp cho qui trình gia công hoàn thiện trớc đa vào gia công thực tế Ngày nay, môi trờng...
- 39
- 1.4K
- 1

Định mức lao động cho các công việc trong xưởng gia công cơ khí của Trung tâm Nội thất học đường tại Công ty Cổ phần Thiết bị giáo dục I
Ngày tải lên :
15/12/2012, 10:24
... 07/4/08 CK TN 33 38 8 33 36 9 33 36 5 33 35 0 33 36 8 6.92 77.15 PV 3 4.25 0.89 PVkt 3 4.25 0.89 PVtc 0 0 0.00 23 44 54 63 46 9.64 LPcn 23 44 54 45 41.5 8.70 LPtc 0 1.25 0.26 LPkt 0 13 3.25 0.68 LP ... thời gian loại CK TN PV PVkt LPtc LP LPcn LPtc LPkt 10 NC 33 35 9 3 62 62 0 31 35 35 2 3 70 70 0 26 35 35 9 3 43 43 0 27 34 38 9 3 41 41 0 28 thời gian hao phí trung bình ngày (phút) 34 .25 36 4.75 3. 00 ... Liên Xô Áo Việt Nam Thuỵ Điển A5 - 34 9 1995 Đức KW 3. 5 A5 - 34 0 A5 - 34 1 A5 - 34 7 A5 - 36 0 A5 - 36 1 A5 - 31 4 A5 - 31 5 A5 - 31 7 A5 - 32 2 A5 - 32 3 A5 - 31 9 A5 - 32 0 1994 1989 1984 1985 1990 1990...
- 53
- 5.4K
- 29

26 Tổ chức kế toán chi phí sản xuất và tính giá thành sản phẩm tại Xí nghiệp Xe Máy Gia công cơ khí và Xây dựng - Công ty Xây dựng số 1
Ngày tải lên :
19/03/2013, 16:52
... 01/ 03/ 03 cát vàng Cát ®en 01/ 03/ 03 c¸t ®en 11/ 03/ 03 C¸t ®en Đá loại 01/ 03/ 03 Đá1x Đá hộc 10/ 03/ 03 Đá hộc Xi măng 01/ 03/ 03 Xi măng HM 10/ 03/ 03 Xi măng HM Gạch xây 01/ 03/ 03 Gạch đặc 10/ 03/ 03 ... Thép tròn 31 / 03/ 03 Thép tròn loại Vật liệu khác 17/ 03/ 03 Sika 241 – 11 24/ 03/ 03 Sika 241 – 11 01/ 03/ 03 Dầu Diezel Cộng TK152 Bảo hộ LĐ 03/ 03/ 03 áo ma Công cụ sản xuất 25/ 03/ 03 Búa m3 20.00 42.857 ... 857.140 m3 20.00 42.857 857.140 m3 m3 m3 670.00 30 .00 90.00 27.142 27.142 27.142 18.185.140 814.260 2.442.780 m3 481.00 87. 033 41.862. 836 m3 m3 m3 74.00 38 .00 50.00 95 238 80.000 80.000 7.047.612 3. 040,.000...
- 82
- 971
- 3

6 Tổ chức kế toán chi phí sản xuất và tính giá thành sản phẩm tại Xí nghiệp Xe Máy Gia công cơ khí và Xây dựng - Công ty Xây dựng số 1
Ngày tải lên :
21/03/2013, 17:45
... 01/ 03/ 03 cát vàng Cát ®en 01/ 03/ 03 c¸t ®en 11/ 03/ 03 C¸t ®en Đá loại 01/ 03/ 03 Đá1x Đá hộc 10/ 03/ 03 Đá hộc Xi măng 01/ 03/ 03 Xi măng HM 10/ 03/ 03 Xi măng HM Gạch xây 01/ 03/ 03 Gạch đặc 10/ 03/ 03 ... Thép tròn 31 / 03/ 03 Thép tròn loại Vật liệu khác 17/ 03/ 03 Sika 241 – 11 24/ 03/ 03 Sika 241 – 11 01/ 03/ 03 Dầu Diezel Cộng TK152 Bảo hộ LĐ 03/ 03/ 03 áo ma Công cụ sản xuất 25/ 03/ 03 Búa m3 20.00 42.857 ... 857.140 m3 20.00 42.857 857.140 m3 m3 m3 670.00 30 .00 90.00 27.142 27.142 27.142 18.185.140 814.260 2.442.780 m3 481.00 87. 033 41.862. 836 m3 m3 m3 74.00 38 .00 50.00 95 238 80.000 80.000 7.047.612 3. 040,.000...
- 82
- 907
- 0

ỨNG DỤNG CỦA CÔNG NGHỆ CAD/CAM TRONG GIA CÔNG CƠ KHÍ 2
Ngày tải lên :
16/04/2013, 11:13
... TRÊN MƠ HÌNH MÁY PHAY CNC 70 4.1 Trình tự gia cơng chế độ cắt 72 4.2 Chương trình gia cơng 72 4 .3 Các bước tiến hành gia công CNC Catia 75 KẾT LUẬN 79 TÀI ... chạy dao xác cho công nghệ gia công điều khiển số - Giao tiếp liệu theo định dạng đồ hoạ chuẩn - Xuất liệu đồ hoạ 3D dạng tập tin STL để giao tiếp với thiết bị tạo mẫu nhanh theo cơng nghệ tạo hình ... control (DNC) chuyển đến máy cơng cụ để tiến hành q trình gia cơng Có nhiều Module gia cơng CNC như: Lathe Machining, Suface Machining, Prismatic Machining… (Thông thường gia công CNC ta thường dùng...
- 23
- 613
- 0

vật liệu và phương pháp nhiệt luyện và gia công cơ khí chi tiết chốt nhíp ôtô, làm việc trong điều kiện chịu mài mòn
Ngày tải lên :
26/04/2013, 12:07
... hướng chọn trước Nhiệt luyện phương pháp gia cơng có đặc điểm riêng phân biệt với ngun cơng gia cơng khí khác: 13 Bài tập lớn Vật liệu học Nguyễn Tuấn Khoa_ Cơ Điện Tử 2-K49 +) Khác với đúc, hàn ... nhiệt áp dụng trước sau gia cơng khí : • Sơ lược nhiệt luyện phương pháp nhiệt luyện: - Nhiệt luyện cơng nghệ nung nóng kim loại, hợp kím đến nhiệt độ xác định, giữ nhiệt thời gian thích hợp sau làm ... tới trạng thái hồn toàn austenit, tức cao Ac3 : T0ủ = Ac3 + (20 30 ) 0C = (825 ÷ 835 ) 0C Mục đích ủ hồn tồn là: +) Làm nhỏ hạt: nung nóng q Ac khoảng 20 30 0C hạt austenit thu nhỏ, nên làm nguội tổ...
- 17
- 3.9K
- 9

Chọn vật liệu và phương pháp nhiệt luyện và gia công cơ khí chi tiết chốt nhíp ôtô, làm việc trong điều kiện chịu mài mòn.
Ngày tải lên :
28/04/2013, 00:03
... hướng chọn trước Nhiệt luyện phương pháp gia cơng có đặc điểm riêng phân biệt với ngun cơng gia cơng khí khác: 13 Bài tập lớn Vật liệu học Nguyễn Tuấn Khoa_ Cơ Điện Tử 2-K49 +) Khác với đúc, hàn ... nhiệt áp dụng trước sau gia cơng khí : • Sơ lược nhiệt luyện phương pháp nhiệt luyện: - Nhiệt luyện cơng nghệ nung nóng kim loại, hợp kím đến nhiệt độ xác định, giữ nhiệt thời gian thích hợp sau làm ... tới trạng thái hồn toàn austenit, tức cao Ac3 : T0ủ = Ac3 + (20 30 ) 0C = (825 ÷ 835 ) 0C Mục đích ủ hồn tồn là: +) Làm nhỏ hạt: nung nóng q Ac khoảng 20 30 0C hạt austenit thu nhỏ, nên làm nguội tổ...
- 17
- 2.4K
- 8

Thiết kế đồ gá gia công cơ khí
Ngày tải lên :
02/05/2013, 08:07
... thời gian Tóm lại, đồ gá hoàn toàn ứng dụng để gia công chi tiết với đảm bảo cao yêu cầu kỹ thuật nh suât gia công 19 Đồ án: Thiết kế đồ gá gia công khí TàI liệu tham khảo Đồ gá Tập TCVN 11 73- 71vµ ... Kiểm bền theo hệ số an toàn: 13 Đồ án: Thiết kế đồ gá gia công khí Thông số chi tiết lắp ráp đồ gá: + Đế đồ gá: Gang xám 14 Đồ án: Thiết kế đồ gá gia công khí B = 130 L = 260 H = 15 + Má kĐp: ... 16 Đồ án: Thiết kế đồ gá gia công khí d = 40 + Vít cÊy: TCVN 30 68-81 L1 = 27 D = 52 H = 25 L2 = 27 c = 1,5 L3 = 30 + Chèt tú: thÐp DC 100A, HRC = 58… 63 L1 = 55 L2 = 30 R=2 + §ai èc: TCVN 1905-76...
- 18
- 2.3K
- 5

Gia công cơ khí
Ngày tải lên :
24/06/2013, 01:25
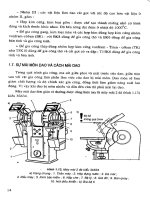
... GIA CƠNG CƠ KHÍ Tiện kim loại Cơng dụng – Phân loại dao tiện 1.1 Công dụng phương pháp gia công tiện: - Tiện phương pháp gia công cắt gọt sử dụng rộng rãi phổ ... 15° m=d/2 Dao tiÖn lỗ 1 30 B 1x45 H Do D L ° 1x45° H a=t D Do ϕ L l 1x45° ϕ1 B R(1-2) 2° ϕ1 2° S Dao tiƯn ®øt H 1x45° B 1x45° L S Dao tiƯn ren 1.2 .3 Theo tính chất gia cơng: Dao tiện thơ, dao ... theo mặt trước (lượng mài mòn + lượng dư mài lại) Thực nghiệm: θ = 30 ÷ 450 với HKC hàn thân dao θ = 25 ÷ 30 0 với HKC kẹp khí
3. 1.2 Góc ăn tới mảnh dao (góc đặt mảnh dao) - Vị trí mảnh dao, đặc...
- 21
- 1K
- 8
Tìm thêm:
- hệ việt nam nhật bản và sức hấp dẫn của tiếng nhật tại việt nam
- xác định các mục tiêu của chương trình
- xác định các nguyên tắc biên soạn
- khảo sát các chuẩn giảng dạy tiếng nhật từ góc độ lí thuyết và thực tiễn
- khảo sát chương trình đào tạo của các đơn vị đào tạo tại nhật bản
- khảo sát chương trình đào tạo gắn với các giáo trình cụ thể
- xác định thời lượng học về mặt lí thuyết và thực tế
- tiến hành xây dựng chương trình đào tạo dành cho đối tượng không chuyên ngữ tại việt nam
- điều tra đối với đối tượng giảng viên và đối tượng quản lí
- điều tra với đối tượng sinh viên học tiếng nhật không chuyên ngữ1
- khảo sát thực tế giảng dạy tiếng nhật không chuyên ngữ tại việt nam
- khảo sát các chương trình đào tạo theo những bộ giáo trình tiêu biểu
- nội dung cụ thể cho từng kĩ năng ở từng cấp độ
- xác định mức độ đáp ứng về văn hoá và chuyên môn trong ct
- phát huy những thành tựu công nghệ mới nhất được áp dụng vào công tác dạy và học ngoại ngữ
- mở máy động cơ lồng sóc
- mở máy động cơ rôto dây quấn
- các đặc tính của động cơ điện không đồng bộ
- hệ số công suất cosp fi p2
- đặc tuyến hiệu suất h fi p2